Have you ever wondered how is glass made? The glass – float glass as we know – is manufactured by the PPG process. This process was invented by Sir Alistair Pilkington in 1952 and is the most popular and widely used process that describes how to make glass for architectural purposes in the world today.
It consists of the following steps:
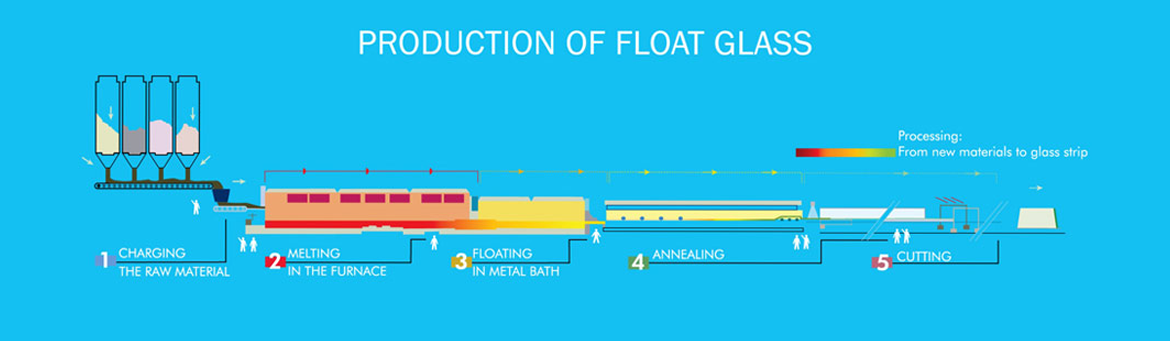
Stage 1- Melting & Refining:
Fine grained ingredients closely controlled for quality, are mixed to make a batch, which flows into the furnace, which is heated up to 1500 degree Celsius. This temperature is the melting point of glass.
The raw materials that float glass is made up of are:
- SiO2 – Silica Sand
- Na2O – Sodium Oxide from Soda Ash
- MgO – Dolomite
- Al2O3 – Feldspar
The above raw materials primarily mixed in batch helps to make clear glass. If certain metal oxides are mixed to this batch they impart colors to the glass giving it a body tint.
For e.g.
- NiO & CoO – to give grey tinted glasses (Oxides of Nickel & Cobalt)
- SeO – to give Bronze tinted glasses (oxide of Selenium)
- Fe2O3 – To give Green tinted glasses (oxides of iron which at times is also present as impurity in Silica Sand)
- CoO – To give blue tinted glass (oxides of Cobalt)
Apart from the above basic raw material, broken glass aka cullet, is added to the mixture to the tune of nearly 25% ~ 30% which acts primarily as flux. The flux in a batch helps in reducing the melting point of the batch thus reducing the energy consumed to carry out the process.
Stage 2 – Float Bath:
Glass from the furnace gently flows over the refractory spout on to the mirror-like surface of molten tin, starting at 1100 deg Celsius and leaving the float bath as solid ribbon at 600 deg Celsius.
Stage 3 – Coating (for making reflective glasses):
Coatings that make profound changes in optical properties can be applied by advanced high temperature technology to the cooling ribbon of glass. Online Chemical Vapour Deposition (CVD) is the most significant advance in the float process since it was invented. CVD can be used to lay down a variety of coatings, a few microns thick, for reflect visible and infra-red radiance for instance. Multiple coatings can be deposited in the few seconds available as the glass flows beneath the coater (e.g. Sunergy)
Stage 4 – Annealing:
Despite the tranquillity with which the glass is formed, considerable stresses are developed in the ribbon as the glass cools. The glass is made to move through the annealing lehr where such internal stresses are removed, as the glass is cooled gradually, to make the glass more prone to cutting.
Stage 5 – Inspection:
To ensure the highest quality, glass manufacturers carry out inspection at every stage. Occasionally a bubble that is not removed during refining, a sand grain that refuses to melt or a tremor in the tin puts ripples in the glass ribbon. Automated online inspection does two things. It reveals process faults upstream that can be corrected. And it enables computers downstream to steer round the flaws. Inspection technology now allows 100 million inspections per second to be made across the ribbon, locating flaws the unaided eye would be unable to see.
Stage 6 – Cutting to Order:
The entire process of glass making is finally complete when diamond steels trim off selvedge – stressed edges- and cut ribbon to size dictated by the computer. Glass is finally sold only in square meters.